随着3D打印在国内很多领域应用越来越广泛,相应的,使用3D打印机过程中遇到问题的人群也更多了。很多新手在尝试时会遇到拉丝的现象,如果3D打印机打印的模型有几个部分之间存在很小的间隙,或者模型有很复杂的曲线,打完后你会发现连接处有很多的丝,往往需要我们用工具小心的处理干净。那么有没有好的办法来避免这样的事情呢?
首先给大家普及下,什么是拉丝现象?
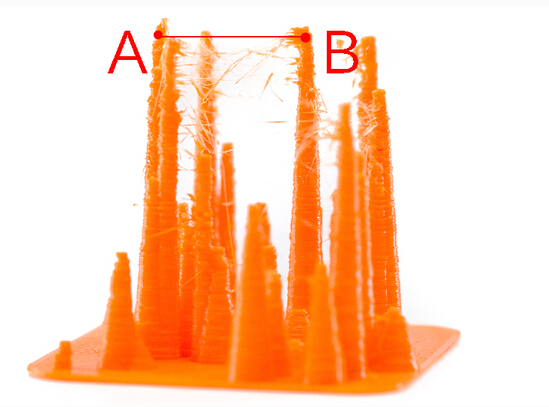
在3D打印的过程中,打印头需要不停地运动,在打印头从A点运动到B点的过程中(注意:打印头只是单纯从A点移动到B点,而不吐料进行实质性打印,英文叫做travelmove)。打印头很容易因材料没有完全固化,而在A点与B点之间中拉出一部分丝线,也就是所谓的“拉丝现象”。
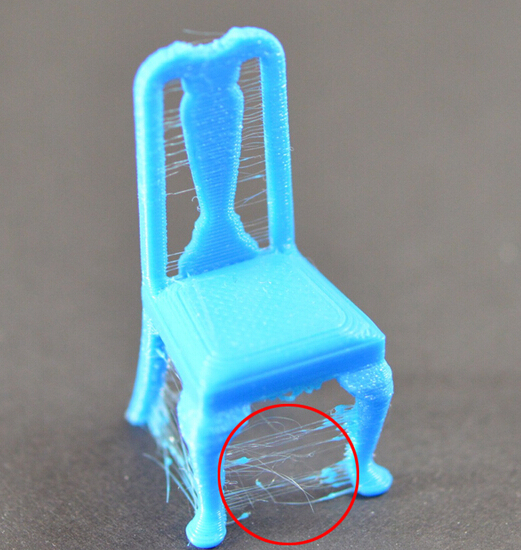
如果是在模型内部出现拉丝现象,并不会在外表上看起来不美观。但是如果模型表面出现拉丝现象,就会非常影响观赏。
那么怎么避免讨厌的拉丝现象呢?
想要完美的解决物件间的吐丝问题。相信大家都能想到的是给送料管变短或者是给输送的料往回拉点,这样打印头在移动的时候,有充足的时间回到另个点上,可以很好的减少拉丝出现的情况,第一种是把把送料管的距离缩短,如果送料器在边缘,请挪到中间去。
再市场上找那种内径为3.3MM的塑料管,一般是液压设备那会卖。之后要处理的尽量短一些。
短的目的是防止了料在软管内弯曲,这样回退料时,会减少延时,瞬间回退。把塑料管的掐口换成全钢的,增加对塑料管的固定强度,这样瞬间回退时,塑料管不会与这个钢的掐口有相对运动,老式铜的 有些会有这种现象,仔细观察会发现,有一点点运动,在回退料时都会有延时,延时超过0.05秒,都会出现当料没完全回退到位 打印头就开始移动,这样物件与物件间,就会产生细丝连接。
第二步,在喷嘴内加个小铜件

截断成小段,要中间那部分,长度要1.1厘米,也要根据自己的喷嘴长度来定,尽量让这个小件在喷嘴内有上下活动的空间。

把这个小件一头磨光为平头,一头磨光为内锥角。平头向内,内锥角向外安装进去,之后放入喷嘴内部,要求是活动的,可以灵活倒出。

之后再把喷嘴安装回去就可以了,打印时用速度60 ,回退距离6最好,打印时就连1MM物件
的间距之间都几乎看不到吐丝现象。
原理是这个小铜件在喷嘴内可灵活上下运动,打印时,当回退时,回退的料会把这个件一同向上拉,这样在 小铜件与喷嘴出口处的料也会一同向上拉,所以喷嘴出口没有残余料往下流。因为喷嘴内空间很大 原来不加铜件的方式 只有料中心回退 而周围的料继续向下走 所以有吐丝现象。
还有一种方法就是在切片软件中的“回抽设置”功能,可以帮您解决。很多人用切片软件用了很长时间,还对这一功能不太熟悉。“回抽设置”功能可以有效地避免模型表面产生的拉丝现象,提升打印质量和成型效果。下面我们来为您介绍:

“回抽设置”功能是怎么帮助我们解决拉丝现象的呢?
3D打印机(www.hori3d.com)的打印头由于提前回抽了一部分的材料,能有效避免已经暴露在外的材料因未完全固化而在运动过程中产生拉丝。
------------------------------------------------------------------------------------------------
既然“回抽设置”,能帮我们有效地避免拉丝问题,那么,我们应该怎么操作切片软件中的“回抽设置”功能呢?
操作好“回抽设置”这一功能,再进行实际的模型打印,观察成型效果,是不是像下图这个模型一样完美。

更多3D打印相关资讯请关注公众号:弘瑞3D打印或者Hori3D_Printer
| 欢迎光临 纳金网 (http://wwww.narkii.com/club/) | Powered by Discuz! X2.5 |